Печи для плавки железа
Индукционные печи для плавки железа
Индукционные печи для плавки железа представляют собой стационарные автоматизированные высокотемпературные (до 2000 ºС) электрогидравлические установки периодического действия, которые предназначены для работы на средних или малых металлургических комбинатах.
Индукционная плавильная печь для железа устанавливается на прочный сварной каркас с горизонтальными опорными балками. Рама изготовлена из нержавеющей стали. Между боковыми стойками рамы крепится рабочая камера кубической формы с внутренней футеровкой. Также на боковых стойках рамы станка крепятся гидравлические цилиндры подъёмного механизма, предназначенного для наклона камеры и, соответственно, выгрузки расплава через направляющий канал. Обособленная гидравлическая станция задействуется для нагнетания давления рабочей жидкости (масло) в цилиндрах. Существуют малогабаритные модели станков, где применяется механический подъёмник с применением ручного усилия. Изделие использует водяную систему охлаждения. Для работы агрегата требуется наличие источника питания в 380В. Станок автоматически завершает работу при перенапряжении, перегрузке силы тока или недостаче воды в системе охлаждения. Генератор и трансформатор являются отдельным необходимым вспомогательным оборудованием.
Индукционная печь для изготовления стали в качестве дополнительной поставки может усовершенствоваться системой автоматического управления на основе цифровых технологий. На цветном сенсорном экране отображаются все исходные данные (время цикла, температура, а также входящие мощность, частота, сила тока, напряжение), при этом величины температуры и мощности могут регулироваться. Микропроцессор производит самодиагностику, применение PLC существенно повышает эффективность работы генератора.
Источник питания среднего частоты серии KGCL
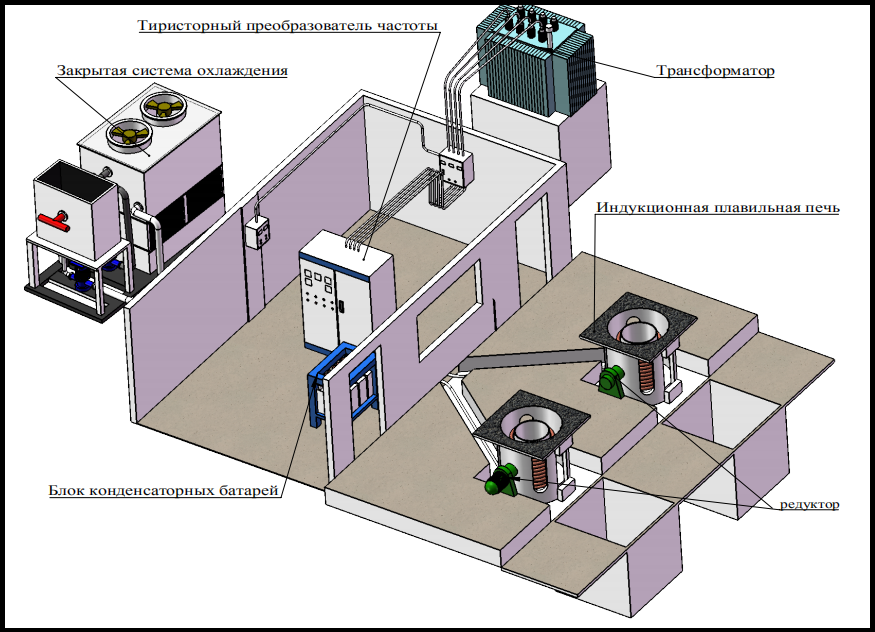
Новейешая модель “Индукционная плавильная печь с одним источником питания промежуточной частоты и двумя плавильным узлами” , два плавильного узла работает одновремено, и коэффициент использования достиг до 100%. Через пульт управления можно распределять электропитание между двумя печами, и также осуществует чтобы одна печь для плавки, а другая для сохранения температуры.
Данный непрерывный способ расплава сильно увеличивает производительность , энергосэкономии индукционной плавильной печь, и широко используется для крупной отливки.
| Емкость(T) | Мощность(KW) | Входное напряжение(V) | Входный ток(A) | Выходное напряжение(V) | Частота(KHZ) | Требование по трансформатору(KVA) |
| 0.15 | 100~160 | 3N—380 | 160~260 | 750 | 1~2.5 | 120、160 |
| 0.25 | 160~250 | 3N—380 | 260~410 | 750 | 1~2.5 | 200、250 |
| 0.35 | 200~400 | 3N—380 | 320~650 | 750 | 1~2 | 315、400 |
| 0.50 | 350~500 | 3N—380 | 580~830 | 750 | 1~1.5 | 400、500、630 |
| 0.75 | 400~600 | 3N—380 | 650~1000 | 750 | 0.8~1 | 500、630、800 |
| 1 | 600~800 | 3N—380 | 1000~1330 | 750 | 0.6~1 | 800、1000 |
| 1 | 600~800 | 3N—660 | 670~900 | 1200 | 0.6~1 | 800、1000 |
| 1.5 | 800~1200 | 3N—660 | 900~1330 | 1200 | 0.5~1 | 1000、1250 |
| 2 | 1000~1500 | 3N—660 | 1120~1680 | 1200 | 0.5~0.8 | 1250、1600 |
| 3 | 1500~2500 | 3N—660 | 1680~2800 | 1200 | 0.3~0.6 | 1800、2500 |
| 5 | 2500~3500 | 6N—660 | 2800~3900 | 1200 | 0.2~0.5 | 3150、3600 |
| 10 | 4000~6000 | 6N—1250 | 2400~3600 | 2200 | 0.2~0.4 | 5000、6500 |
| 12 | 5000~7000 | 6N—1250 | 3000~4200 | 2200 | 0.2~0.4 | 6300、8000 |
| Наименование | Ед. | GW-0.15T | GW-0.25T | GW-0.5T | GW-1T | GW-1.5T | GW-2T | GW-3T | GW-5T | GW-6T | GW-7T | GW-8T |
| Нормальная мощность плавильной печи | кВт | 150 | 250 | 400 | 800 | 1200 | 1500 | 2000 | 3000 | 3500 | 4000 | 5000 |
| Напряжение вводных электропроводов | в | 380 | 380 | 380 | 380-660 | 380-660 | 380-660 | 580-660 | 580-660 | 660 | 660 | 900 |
| Плавляемостъ | (Т./ч.) | 0.15 | 0.25 | 0.5 | 1 | 1.5 | 2 | 5 | 5 | 6 | 7 | 8.5 |
| Расход воды для плавильной печи | (Т./ч.) | 5 | 7 | 10 | 18 | 22 | 28 | 45 | 45 | 50 | 55 | 65 |
|
Расход электричества для плавильной печи |
кВт/т. | 780 | 760 | 720 | 650-620 | 630-600 | 610-590 | 600-580 | 600-580 | 600-580 | 600-580 | 600-580 |
| Нормальное напряжение электической печи | В | 750 | 750 | 1400 | 1400-2500 | 1400-2500 | 1400-2500 | 2300-2500 | 2300-2500 | 2500 | 2500 | 2700 |
| Электрической печи нормальная ёмкость печи | Т. | 0.15 | 0.25 | 0.5 | 1 | 1.5 | 2 | 5 | 5 | 6 | 7 | 10-15 |
|
Нормальная температура |
℃ | 1600 | 1600 | 1600 | 1600 | 1600 | 1600 | 1600 | 1600 | 1600 | 1600 | 1600 |
| № | Наименование | Ед. | GWBZ3 | GWBZ5 | GWBZ7 | GWBZ10 | GWBZ10 | GWBZ15 | GWBZ20 | GWBZ30 |
| 350/0.8 | 550/0.6 | 750/0.5 | 1000/0.5 | 1000/0.5 | 1500/0.3 | 2000/0.3 | 3000/0.5 | |||
| 1 | Нормальная ёмкостъ | Т. | 3 | 5 | 7 | 10 | 10 | 15 | 20 | 30 |
| 2 | Нормальная мощность | кВт | 350 | 550 | 750 | 1000 | 1000 | 1500 | 2000 | 3000 |
| 3 | Напряжение на входе питания | В | 380 | 380 | 380 | 380 | 660 | 660 | 660 | 660 |
| 4 | Нориальяная частота источника питания | Гц | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 |
| 5 | Нормальное число фаз электропитания | фаза | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| 6 | Нормальная температура | ℃ | 1600 | 1600 | 1600 | 1600 | 1600 | 1600 | 1600 | 1600 |
| 7 | Спосоость подёма температуры | 100℃ | 7.2Т./ч. | 12. 8Т./ч. | 17.6Т./ч. | 24Т./ч. | 24.5Т./ч. | 36Т./ч. | 47Т./ч. | 47Т./ч. |
| 8 | Выходные частоты | Гц | 200-600 | 200-600 | 100-500 | 100-500 | 100-500 | 100-300 | 100-300 | 100-300 |
| 9 | Напряжение печи | В | 1500 | 1500 | 1500 | 1500 | 2500 | 2500 | 2500 | 2500 |
| 10 | Расход электричества | кВт.ч./т. | 49 | 44 | 43 | 42 | 40 | 40 | 40 | 40 |
| 11 | Расход воды | Т./ч. | 9 | 12 | 15 | 21 | 20 | 28 | 36 | 55 |
1-1 Каждый комплект печи для плавки железа до выпуска с завода по техническим условиям проходит сдаточный контроль. Из-за тряски в процессе транспортировки могут возникнутъ всякие неисправности:разъедиенение концов проводов, ослабление винтов тесного арретирования и влажнение деталей. Если возникают выше указанные дефекты,то надо устранитъ их и переустроить оборудование.После этого можно поступить в эксплуатацию.
1-2 Расположение данной индукционной плавильной печи и печи выдержки температуры без сердечников с переменными частотами выполнится по площади цеха и технологическому процессу потребителя.Усмотривая типичные плоскостные схемы расположения и чертежи основы,показанные нашей компанией,проведут установку.
1-3 Шкаф источника питания с переменными частотами подставку конденсаторов не нужно установитъ на спецпальной базе . Но нужно расположить их в помещение,где окружающая температура должна бытъ +5℃÷40℃.Оно должно бытъ дождизащищённое и иметъ хорошую вентиляцию.Причём,для того,чтобы удобно контролироватъ и проветриватъ надо сохранитъ определенное расстояние между оборудованием и стеной комнаты.
1-4 Фиксированная подставка печи должка бытъ уставлена на основе с достаточной стойкостью.При установлении корпуса печи, прежде наведут соединительную шпонку выходной оси редуктора на паз шпонки в отверстие фланца на корпусе печи и потом вставят шпонку в паз.При этом фланец конца выхода редуктора отделяется от фланца корпуса печи на расстоянии 20 км.Потом наденут вкладыш шариковой формы на ось тележки на корпусе печи,после этого положут корпус печи на основу и регулировать его уровень и фиксировать его на основе. Потом наклонят печь ручками и проверят,что она подвижная или нет?И сделают соответственную регулировку.Усматривая размещение предъявленной нашей компанией типичной плоскостной схемы расположения, согласно предъявленным нашей компанией чертежам основы проведут устройку и установку корпуса печи со стальной конструкцией , а также по отданным нашей компанией схемам распределения трубок гидросистемы соединят все трубопроводы данной системы. Потом проведут ход и регулировку данной гидросистемы без нагрузки.После того,когда ситуация стала нормальной, построят печь.Масло применяемое в гидросистеме должно соответстватъ стандартам масла,предъявленным нашей компанией.
1-5 До введения печи для плавки железа в эксплуатацию следует проверять на нормальную работу электрических цепей и исправность элементов в цепях, соединение электрических контактов, отсутствие срыва паек микросхем. В противных случаях ввести оборудование в работу только после устранения неисправностей.
1-6 Проведение проверки воды и водопровода: температура воды не выше 35 ℃ .Качество воды должно соответствоватъ выше указанным требованиям, существуют ли изгибы трубок и заделки внутри водопровода. Если появляется какая-то ненормальностъ,то исправить её. После того,когда вода изо всех водопроводов нормально вытекает,разрешают использоватъ водопроводы.
1-7 Источник питания с переменной частотой и подставка конденсатора соединены медными рядами.Подставка и нагруженная индукционная катушка соединяются рядами меди охлаждаемыми водой кабелем.Размеры медных рядов и кабеля,охлаждаемого водой зависятся от значения мощности.
1-8 По значению мощности подключаются вводные трёхфазные электропровода с подходящим диаметром провода к источнику питания, а также подключают кабель источника напряжения к электрическим двигателям редуктора или к элетрическим мотором насоса гидросистемы и надёжно подключают провод заземления для установки переменных частот.
1-9 Надежно подключают входной водяной и возвратный водяной трубки водоохлаждающей системы. Впускается водяной насос,регулируют давление входной воды до 1-1.2 кг/см2. Проверить все трубопровода системы охлаждения , которые должны работатъ без заделки и нужно исключитъ явление утечки и проникновения воды.
1-10 Установление, использование и техническое обслуживание редуктора производятся согласно требованиям в инструкции по эксплуатации, публикованной изготовителем редукторов.